工件检测
课题
无需视觉检测,判别工件合格与否
在工业生产过程中,通过人工来检查工件是否“良品”效率较差且精度不高,往往会增加一道视觉检测工序来确认工件是否存在缺陷。
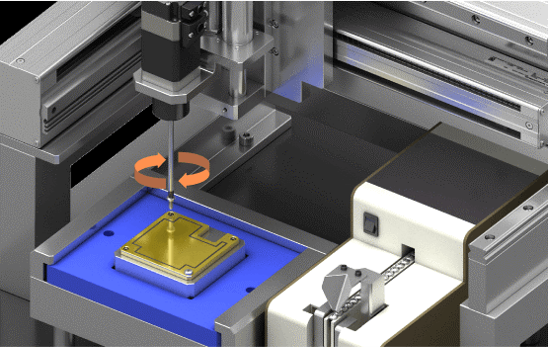
此处以拧螺丝机为例,通过支援软件MEXE02设定简易程序,无需视觉检测,便可辨别锁螺丝状态。这一简易程序设定实例,同样也可应用于许多判别工件是否合格的场合。
当前问题
标准螺丝,其长度、牙距、牙数应该是固定的。例如:一颗M3X10mm,1mm牙距的螺丝(即10圈牙),用来拧紧产品时,需要拧到10圈(即3600度)才能拧紧。
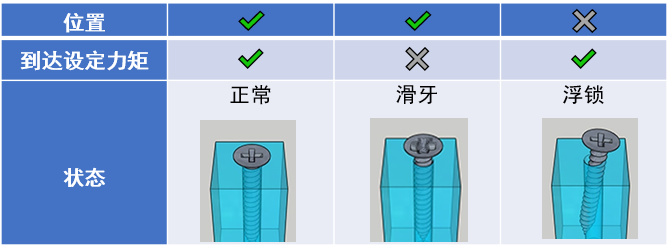
若拧紧的圈数不对,则可能出现浮锁或者滑牙的情况,造成工件不合格。 这就涉及到了电机的位置和力矩状态,所对应螺丝的状态如下:
解決方案
以αSTEP AZ系列为例

以αSTEP AZ系列为例。AZ系列具有转矩限制功能,通过设定推压电流的大小,限制拧螺丝的转矩达到限定值后就不会再增加,避免损害螺纹或者工件。AZ系列还能够实现状态监控,反馈电机的旋转量。

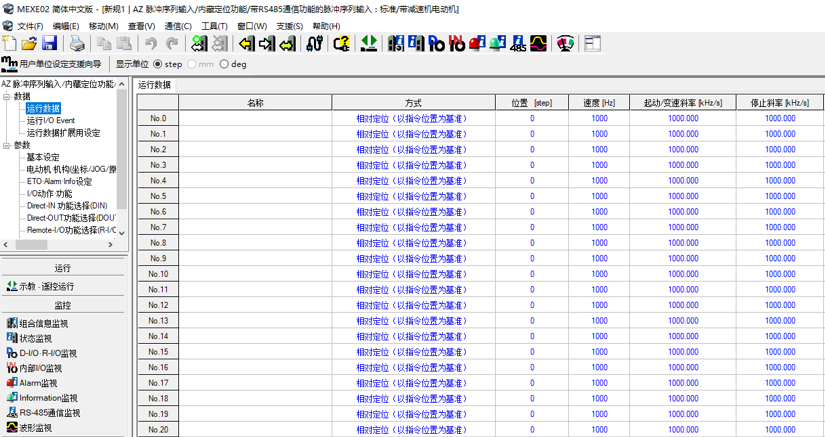
通过MEXE02支援软件,将输出位置信号(AREA信号)和转矩上限信号(TLC信号)配合使用,可检测是否出现浮锁和滑牙的情况。(▶点此下载支援软件MEXE02)
※AREA信号:是电动机已进入设定范围内时输出的信号
TLC输出:是在压推运行中,达到输出转矩设定的转矩限制值时输出的信号
第一步,力矩判断
使用TLC信号
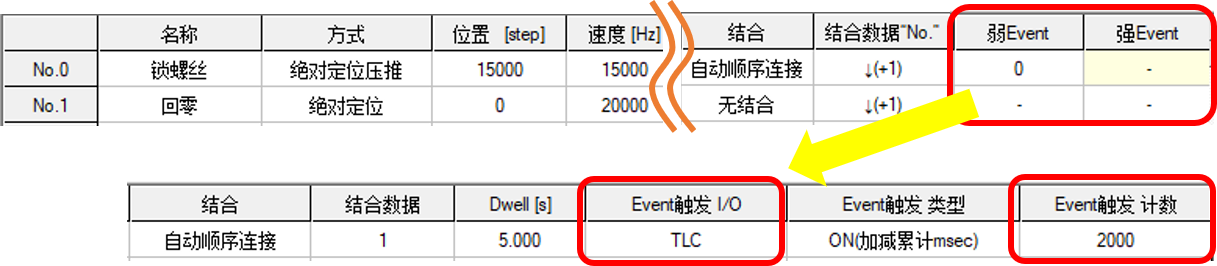

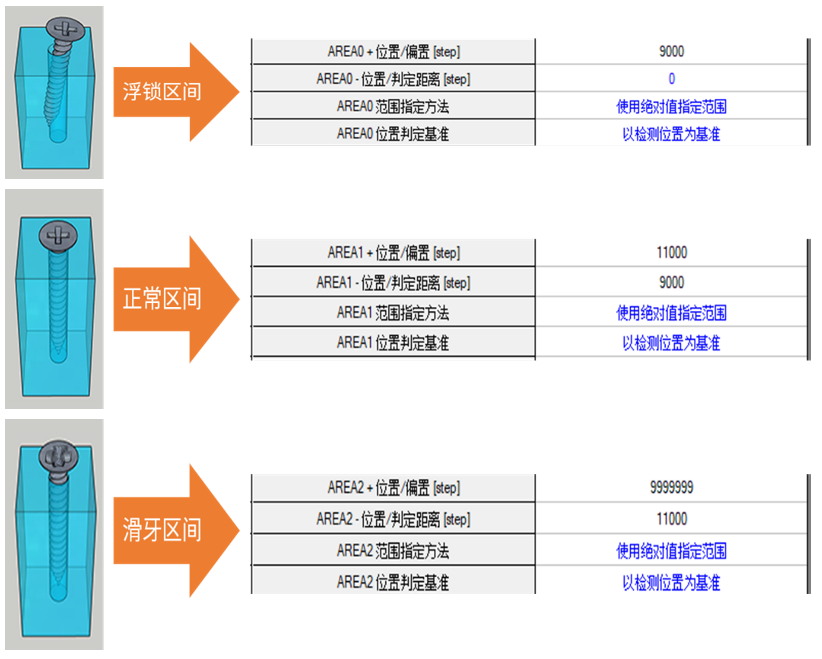
第二步,位置判断(区间大小可根据实际情况调整)
使用AREA信号
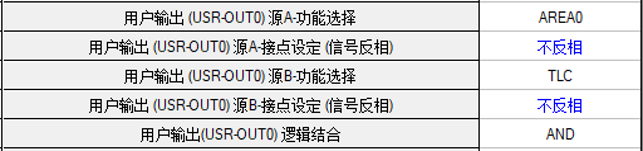
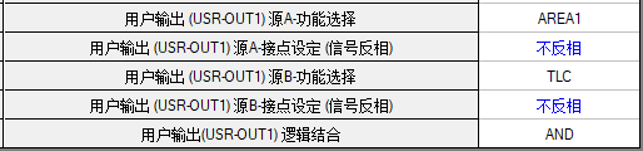
第三步,简化输出信号
结合力矩判断和位置判断时可自定义USR-OUT信号,最终上位只需通过USR-OUT0、USR-OUT1和AREA2三个I/O信号即可判断锁螺丝的状态。

浮锁:
AREA0 + TLC = USR-OUT0
正常紧固:
AREA1 + TLC = USR-OUT1
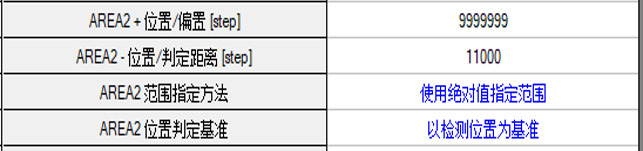
滑牙:
AREA2
※ 以上程序设定仅为示例,请根据实际情况设定
相关产品
注意:
本资料仅供参考。选购前请仔细确认设备需求和产品规格。
如需帮助,请洽询本公司客户咨询中心(电话:400-820-6516)。
这篇解决方案对您有帮助吗?
如果您有其他意见或建议,请在此填写
- ※请注意,我们将不会针对您填写的内容进行个别回复。
验证码计算: